


 05-10 -2023-
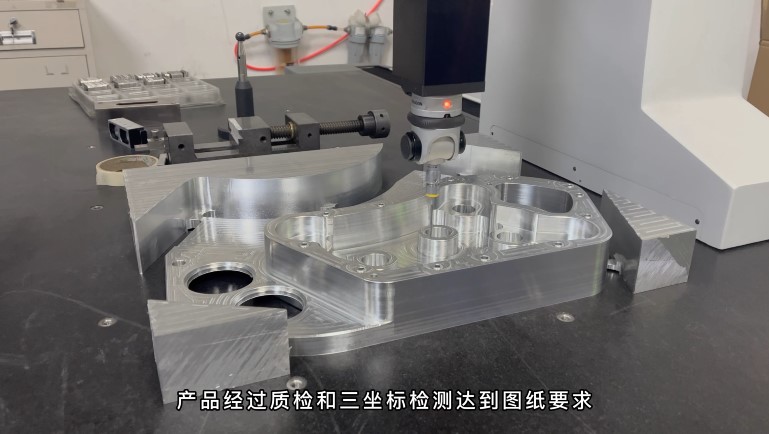
05-10 -2023-想知道這么復雜的異形件是怎么檢驗的嗎?
瀏覽次數:1169次產品經過質檢和三坐標檢測,達到圖紙要求,為提高產品的耐磨性和抗腐蝕性,我們進行了硬質氧極氧化處理,為了保證產品的尺寸,和行為公差不發生變化,以及外觀不受影響,我們對掛加點的選取和方式,表面處理的工藝都做了精心準備,表面處理后再次進行復檢,外觀尺寸行為公差均達到圖紙要求,完美滿足客戶需求。查看更多 >> 05-06 -2023-
05-06 -2023-噴丸對材料表面的影響
瀏覽次數:1286次噴丸處理是利用高速噴射出的砂丸和鐵丸,對工件表面進行撞擊,以提高零件的部分力學性能和改變表面狀態的工藝方法。可用于提高零件機械強度以及耐磨性、抗疲勞和耐蝕性等,還可用于表面消光、去氧化皮和優化鑄、鍛、焊件的殘余應力等。查看更多 >> 11-02 -2023-
11-02 -2023-“毫米級”精準定制!實現無痛“換膝蓋”,骨科手術機器人前景如何?
瀏覽次數:1239次據從業40多年、擁有4000余臺關節置換手術經驗的仁慈醫院關節外科主任張傳開介紹,在智能機器人的輔助下進行手術,可以將手術精度控制在亞毫米級!相較傳統手術只能憑借醫生自主意識判斷的方式來講,大幅提升了手術精準度、降低手術風險及并發癥的發生率、延長假體使用壽命,這對老年患者的術后康復來說大有益處。查看更多 >> 04-12 -2023-
04-12 -2023-熱處理的誤區,一位熱處理廠長的經驗之談!
瀏覽次數:1209次本文介紹了一些熱處理誤區的例子,都是在實際工作中遇到的問題,不是杜撰出來的。這些誤區十分普遍,很多人對熱處理都是這種認識程度。查看更多 >>
N
ews center
新聞中心

電話:
028 - 87805463傳真:
4008266163-60799郵箱:
594522037@qq.com地址:
成都市郫都區現代工業港北片區龔家碾路 169號盛世春天5號樓

 川公網安備 51012402000777號
川公網安備 51012402000777號